On Sunday the 9th I reported that I was going after the biggest single printing I had ever attempted, and hoped to be done with several more of the parts to the lathe that night. I also noted that my trace lines seemed to be too thin, and that I suspected humidity in the PLA, or possibly some calibration error. Well, a lot has happened since then.
Sunday evening I came down to find that the spool of PLA had fallen off of the spool holder on top of my MendelMax. I have been using the "Minimalist Spool Holder for MendelMax" designed by Michael521 over at Thingiverse:
http://www.thingiverse.com/thing:16586 My prints for the parts for the spool holder were not that great, but they were functional, and the spool holder had been serving me well.
During the long print Sunday afternoon, something happened to make the spool jump out of the spool holder (nothing holds it in other than gravity). When I came to the basement about 5 hours into the 8 hour print I saw the spool of PLA perched precariously on the edge of the workbench behind the printer. My best guess is that the extruder moved rapidly from one side of the machine to the other, causing the filament that was already unwound to push back against the bottom of the spool in just the right orientation to make the spool raise up and out of the holder instead of rotating.
Whatever the cause, the print was still going and all I needed to do was place the spool back in its holder and sit back and wait for the print to complete. Unfortunately, I somehow knocked one of the four spool holder pieces off of the top part of the frame, and it fell into the base area of the printer, underneath the build platform. Just when I tried to reach down and retrieve this piece, the platform made a rapid move and pressed against my hand before I could get it out of the way. I felt and heard the Y axis miss a half second's worth of steps.
I watched the machine go on printing for several more seconds. It was completely unaware of any problem, what with its naive, trusting, open loop view of the world around it . . . but I knew that there was no way back. The layers were misaligned, and the print was ruined.
Such is life, so I decided it was a good time to check the calibration of my extruder steps per mm to see if I could correct the trace width issues I was seeing. I printed out a single wall print a few times and measured the wall thickness vs. what the .stl file was measuring, and, sure enough, my steps per mm was way too low. This had been causing the printer to extrude far too little material, and the result was the thin traces and holes in the infill areas that I showed in the last couple of blog entries.
With the extruder setting corrected I was ready to resume printing the parts to the lathe, but by that time Sunday night I couldn't muster the will to go on. I needed to setup and prepare for the large print that I needed to restart, including finding a more dependable way to mount the spool of PLA. I decided it was better to just go to bed.
After a couple of nights away from the basement I was able to spend time back on the machine this afternoon and evening. The first order of business was to find a new way of mounting the spool of PLA. I had thought about printing out a new spool holder, but I knew that I just needed a way of positively securing the spool somewhere above the machine frame.
The simplest (and ugliest) way I could think of was to drop a piece of plastic conduit from the ceiling. I'm not one to stand on ceremony when it comes to solving problems, and in about 2.5 minutes from start to finish I had the spool mounted very securely in a location where it could feed the filament directly to the extruder, no matter how far the X carriage moved side-to-side:
Beautiful, no? Thingiverse worthy? I think so. Problem is, to create a thing on Thingiverse you have to upload at least one file that is not an image. I didn't model anything in CAD or write any code for this design--it was just pure, raw inspiration and innovation--so I guess the Thingiverse community will miss out on this particular design. Every system has its flaws . . .
Before I started over printing the lathe parts with the corrected extrusion setting, I found on Sublime's GitHub page for the printable lathe that he used a 3-jaw chuck for his own lathe. I decided that I would go for the 3-jaw chuck over the 4-jaw that I had started with, so I downloaded the .stl files for the 3-jaw chuck from here:
https://github.com/Intrinsically-Sublime/Longworth-chuck Here is a view of the .stl file for this design:
I started by dividing the components into three plates (that was the fewest number of prints I could manage to arrange them into):
Plate 1
Plate 2
Plate 3
I numbered them from 1 to 3 in the order I am printing them, starting with the most simple and going to the most complex. The third plate contains several extra copies of the cylindrical pins, chuck jaws, and planet gears. I figured that since there was room for more copies on this plate I should make extras in case these parts wore out. I also was thinking that by the time I got to Plate 3 I should have things pretty well dialed in, and adding the extra hour or so to an overnight print would go mostly unnoticed.
The first print of the single thin disc-like part came out well:
Definitely have enough width to the trace lines now to completely fill in the print:
In fact, if anything I overshot and might need to adjust things down a little. Not planning to mess with that for now though, since it's not exactly "broke".
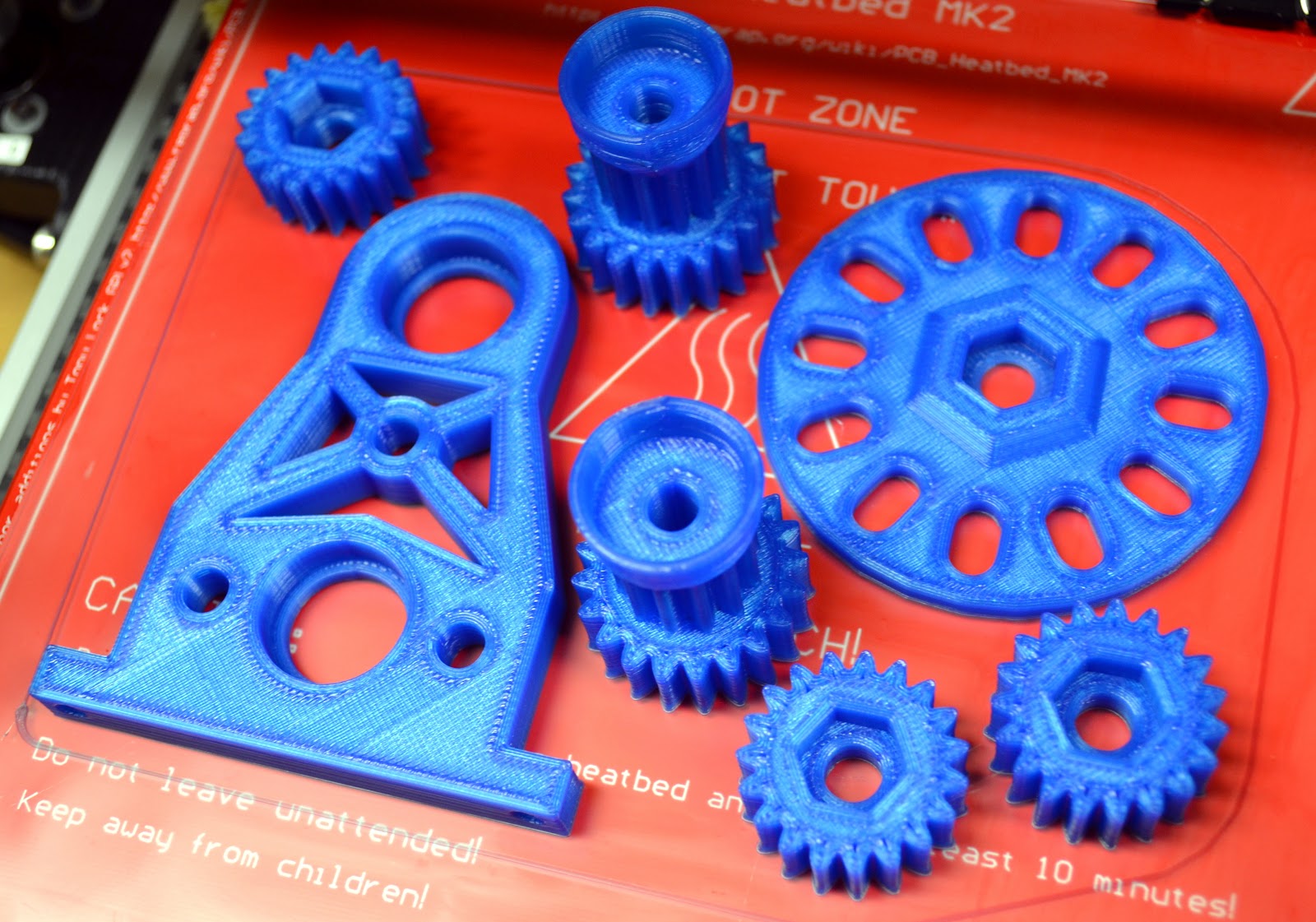
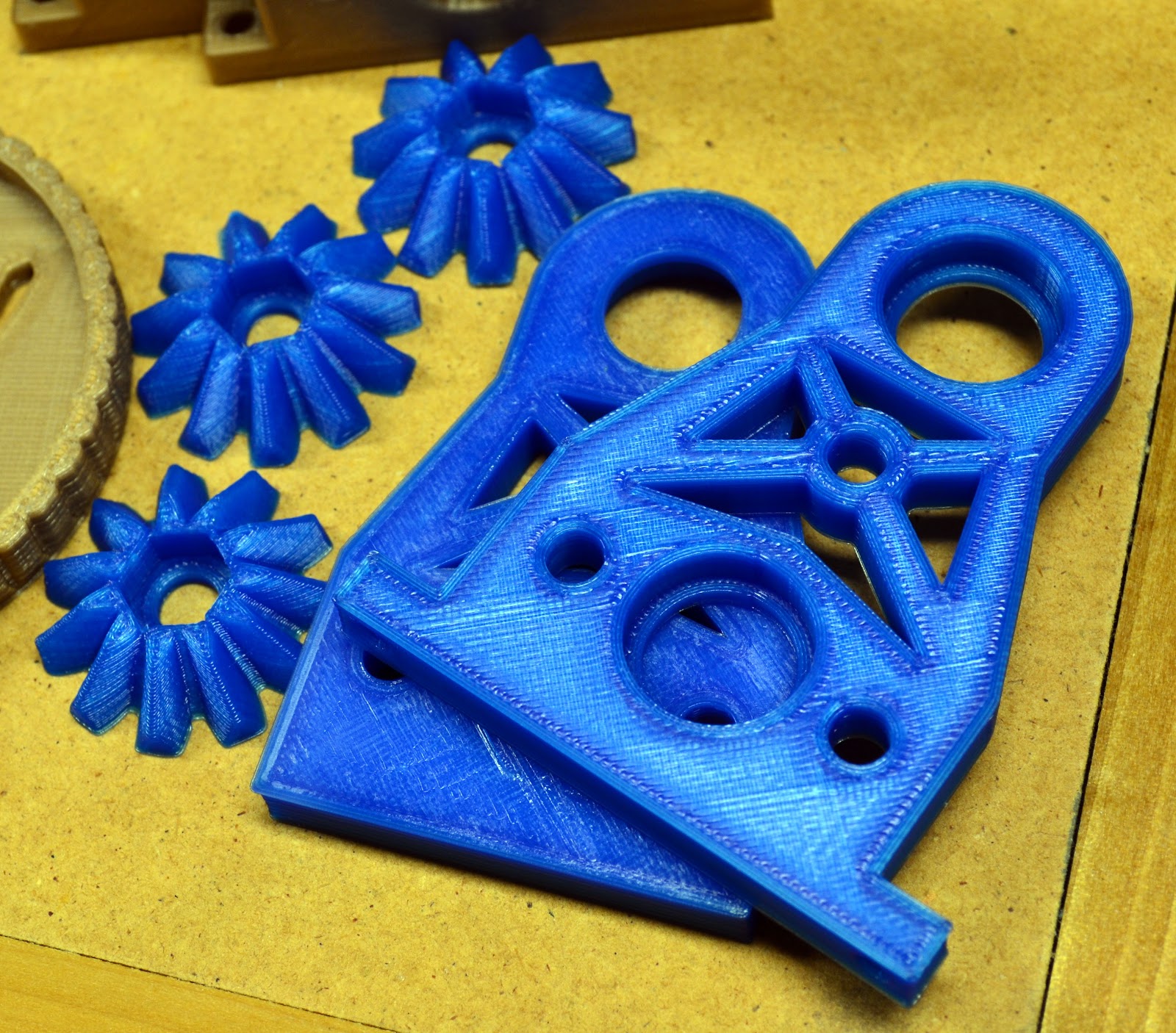
The first plate/part took about 35 minutes, and the second took about 4 1/2 hours. Here are the results still on the heated build plate. These also turned out well:
There was some slight distortion of the part in the area where the two pieces are closest together. I'm betting that came from a lack of cooling, since they are in such close proximity to each other. Before starting the massive print that is Plate 3, I decided to set up some fans blowing on the machine to try and keep this from happening again. I have a lot of parts on that plate squeezed in close to each other, so I worry that without adding fans I will be asking for lots of warpage trouble.
Fans are set up, bed is heated, and I'm about to get things going before I head off to bed. Fingers crossed . . . if this print works I will be maybe 1/2 way through the lathe print.
D
P.S. -- Sorry for the long, drawn-out post, but I'm finding that the blog is very useful for going back and understanding when I did things. I decided to try and record what went wrong with the large print on Sunday so that I do not make the same mistakes again. Thanks for reading!!
































.JPG)






